













































































Màng chống thấm HDPE
Cách Kiểm Định Chất Lượng Bạt HDPE Theo TCVN Nào?
Bạt HDPE ngày càng được ứng dụng rộng rãi trong các công trình từ dân dụng đến công nghiệp, đặc biệt trong lĩnh vực địa kỹ thuật môi trường. Để đảm bảo chất lượng và tuổi thọ của các công trình sử dụng bạt HDPE, việc kiểm định chất lượng là vô cùng quan trọng. Vậy, cách kiểm định chất lượng bạt HDPE theo TCVN nào để đảm bảo công trình đạt chuẩn? Bài viết này sẽ cung cấp thông tin chi tiết về tiêu chuẩn kiểm định và các phương pháp thi công, hàn nối bạt HDPE theo quy định.
Tiêu Chuẩn TCVN 11322:2018 – Tiêu Chuẩn Vàng Cho Bạt HDPE
TCVN 11322:2018 là tiêu chuẩn quốc gia về “Công trình thủy lợi – Màng chống thấm HDPE – Thiết kế, thi công, nghiệm thu”. Tiêu chuẩn này quy định các yêu cầu kỹ thuật khắt khe trong quá trình thiết kế, thi công và nghiệm thu màng chống thấm HDPE, đặc biệt trong các công trình thủy lợi như đập đất, kênh mương, ao hồ chứa nước. Việc tuân thủ TCVN 11322:2018 giúp đảm bảo chất lượng và độ bền của công trình, tránh các rủi ro về rò rỉ, thấm nước, ảnh hưởng đến an toàn và hiệu quả sử dụng.
Các Phương Pháp Hàn Nối Bạt HDPE Theo TCVN 11322:2018
TCVN 11322:2018 quy định hai phương pháp hàn nối bạt HDPE chính:
- Hàn kép: Phương pháp này tạo ra hai đường hàn song song, tạo thành một kênh kiểm tra ở giữa. Kênh này cho phép kiểm tra tính kín khít của mối hàn bằng cách bơm khí nén vào và theo dõi áp suất.
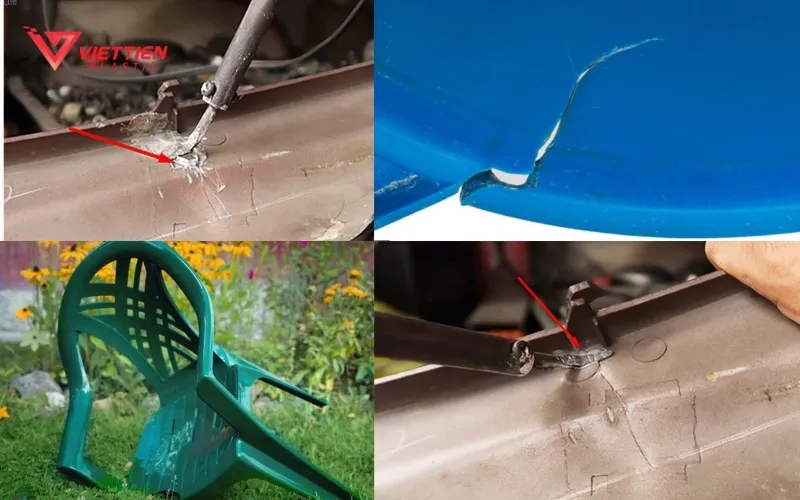
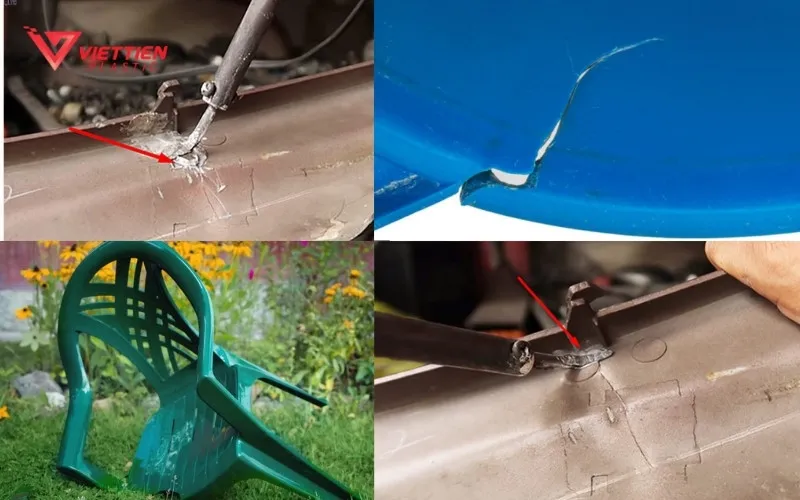
- Hàn đùn: Phương pháp này sử dụng vật liệu HDPE nóng chảy để liên kết hai mép bạt lại với nhau. Hàn đùn thường được sử dụng để sửa chữa các mối hàn bị lỗi hoặc để hàn các chi tiết phức tạp.
Cả hai phương pháp đều đòi hỏi kỹ thuật cao và tuân thủ nghiêm ngặt các thông số kỹ thuật để đảm bảo chất lượng mối hàn. Trước khi tiến hành hàn đại trà, việc hàn thử nghiệm là bắt buộc để kiểm tra và điều chỉnh các thông số máy hàn.
Sơ Đồ Hàn Nối Bạt HDPE
Hai sơ đồ hàn nối phổ biến được mô tả như sau:
a) Đường Hàn Kép
Đường hàn kép theo TCVN 11322:2018
b) Đường Hàn Đùn
 Đường hàn đùn theo TCVN 11322:2018
Đường hàn đùn theo TCVN 11322:2018
Quy Trình Hàn Thử Bạt HDPE
Để đảm bảo chất lượng mối hàn, quy trình hàn thử là bước không thể thiếu. Quy trình này bao gồm các bước sau:
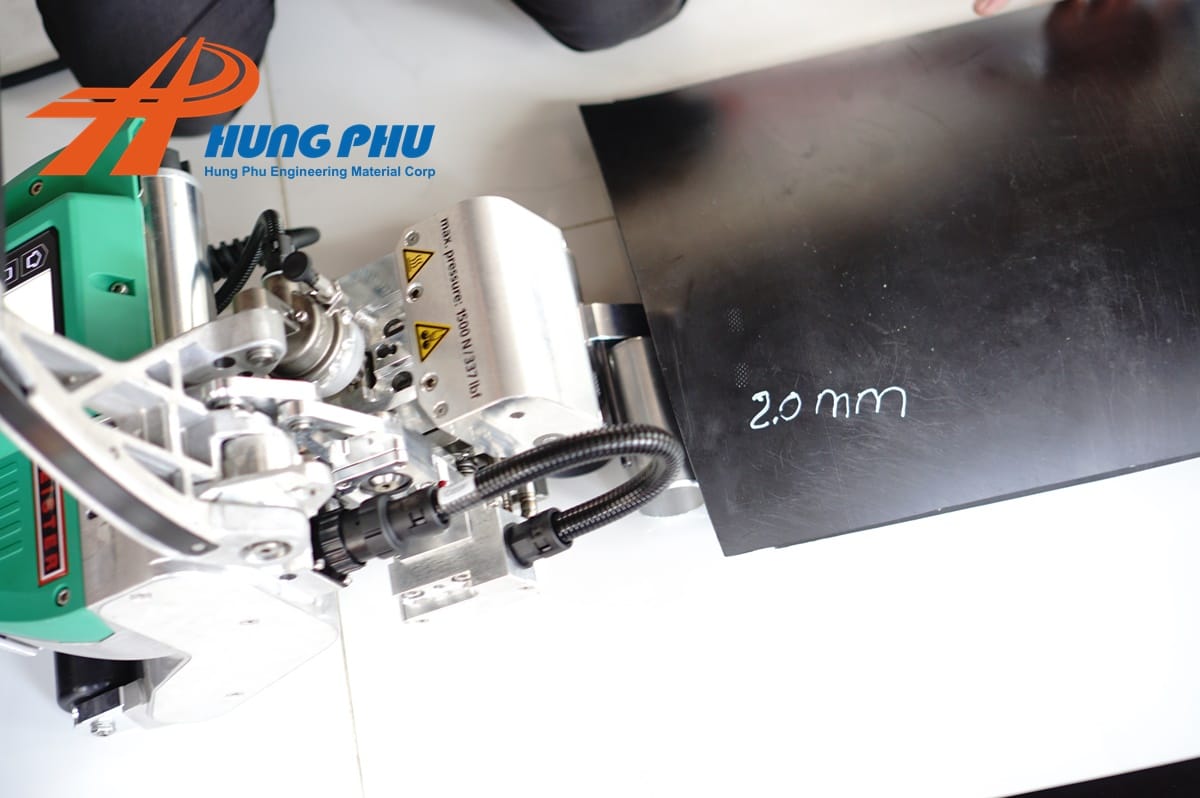
- Chuẩn bị mẫu: Cắt các mẫu bạt HDPE với kích thước quy định (ví dụ: 5m x 0.3m cho hàn kép).
- Thiết lập thông số: Chọn các thông số máy hàn (nhiệt độ, tốc độ, áp lực nén) dựa trên hướng dẫn của nhà sản xuất và kinh nghiệm thi công.
- Hàn mẫu: Tiến hành hàn các mẫu bạt đã chuẩn bị.
- Kiểm tra mẫu: Cắt mẫu hàn thành các đoạn nhỏ hơn (ví dụ: 0.025m x 0.15m) và tiến hành kiểm tra độ bền kháng kéo và độ bền kháng bóc.
- Đánh giá kết quả: So sánh kết quả kiểm tra với các giá trị quy định trong Bảng 1 của TCVN 11322:2018. Nếu đạt yêu cầu, các thông số máy hàn được chấp nhận cho quá trình hàn đại trà.
Bảng 1: Độ bền của mối hàn theo TCVN 11322:2018
| Hàn đùn | Hàn kép | Hàn đùn | Hàn kép | ||
|---|---|---|---|---|---|
| Tên sản phẩm | Độ dày (m) | kN/m | kN/m | kN/m | kN/m |
| Màng HDPE nhẵn 2 mặt | 1,0×10-3 | 14,1 | 14,1 | 9,1 | 11,4 |
| Màng HDPE nhẵn 2 mặt | 1,5×10-3 | 21,2 | 21,2 | 13,7 | 17,2 |
| Màng HDPE nhẵn 2 mặt | 2,0×10-3 | 28,4 | 28,4 | 18,2 | 22,8 |
| Màng HDPE nhám 2 mặt | 1,0×10-3 | 9,8 | 9,8 | 8,4 | 8,4 |
| Màng HDPE nhám 2 mặt | 1,5×10-3 | 14,7 | 14,7 | 12,6 | 12,6 |
| Màng HDPE nhám 2 mặt | 2,0×10-3 | 19,6 | 19,6 | 16,8 | 16,8 |
Việc hàn thử cần được thực hiện ít nhất một lần mỗi ngày, vào đầu ca làm việc và khi nhiệt độ môi trường thay đổi đáng kể (trên 10°C).
Quy Trình Hàn Đại Trà Bạt HDPE
Sau khi các thông số máy hàn đã được kiểm định thông qua quá trình hàn thử, có thể tiến hành hàn đại trà. Quy trình này cần tuân thủ các chỉ dẫn chung và các lưu ý quan trọng để đảm bảo chất lượng.
Chỉ Dẫn Chung

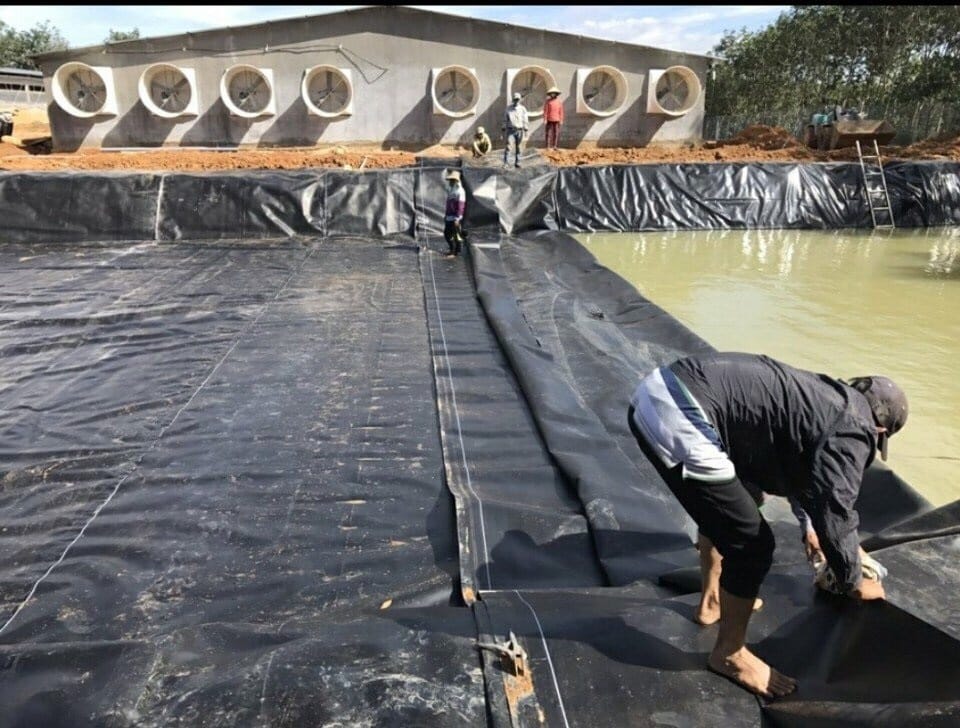
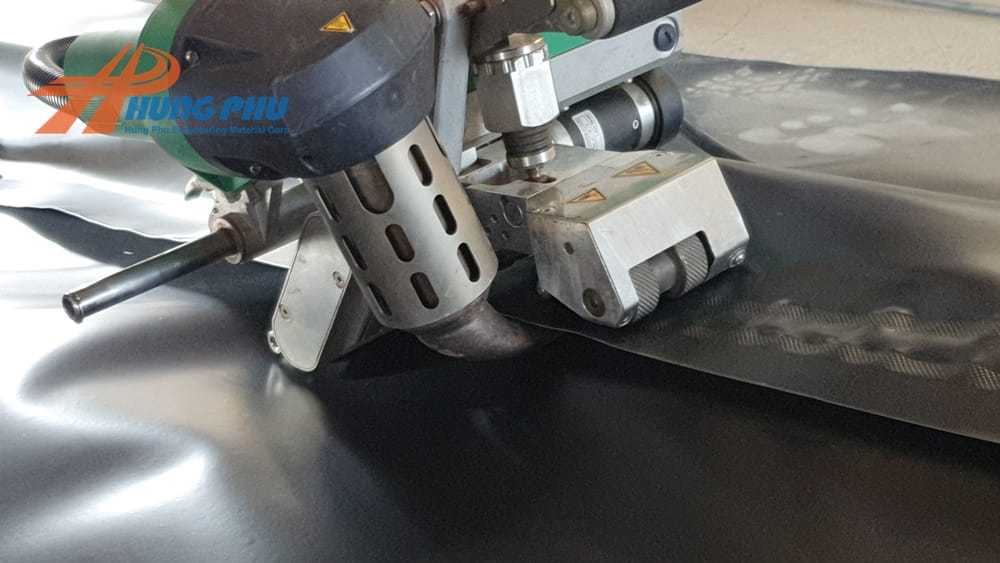
Hàn màng HDPE theo TCVN 11322:2018
- Bố trí nhân lực: Mỗi máy hàn cần có ít nhất 3 công nhân: một thợ hàn chính, một người làm vệ sinh khu vực hàn và một người phụ trách điện.
- Lập kế hoạch: Cán bộ phụ trách thi công cần lên lịch trình chi tiết cho từng máy, đảm bảo không bỏ sót đường hàn và giám sát chặt chẽ quy trình.
Các Lưu Ý Trong Quá Trình Lắp Đặt
- Điều kiện thời tiết: Không trải màng khi độ ẩm quá cao, có mưa hoặc gió to.
- Bảo vệ màng: Trải màng đến đâu, chặn bao tải cát đến đó để tránh gió thổi. Sử dụng giày đế mềm khi di chuyển trên màng.
- Giảm thiểu nếp nhăn: Cố gắng giảm thiểu các nếp nhăn ở khu vực tiếp xúc giữa hai tấm màng.
- An toàn: Không cho xe cộ chạy trực tiếp trên màng. Máy móc phải có khay hứng dầu mỡ và không được đặt trực tiếp lên màng mà phải có lớp đệm.
- Kiểm tra thường xuyên: Kiểm tra bằng mắt thường toàn bộ bề mặt màng để phát hiện các khiếm khuyết và đánh dấu để sửa chữa.
Quy Trình Sửa Chữa Đường Hàn Lỗi
Trong quá trình thi công, không thể tránh khỏi các lỗi hàn. TCVN 11322:2018 quy định rõ quy trình sửa chữa các lỗi này:
Quy Trình Vá
Áp dụng cho các lỗ thủng, rách nhỏ. Miếng vá phải trùm qua mép lỗ thủng ít nhất 100mm. Bề mặt tiếp xúc giữa miếng vá và tấm nền cần được làm nhám và mài vát mép 45°. Tất cả các miếng vá phải được kiểm tra bằng thí nghiệm hút chân không.
Cách hàn vá lỗ thủng theo TCVN 11322:2018
Quy Trình Phủ
Áp dụng khi sửa chữa các đường hàn lỗi. Tất cả các đoạn sửa chữa phải được kiểm tra bằng thí nghiệm hút chân không.

Cách hàn phủ theo TCVN 11322:2018
Kết Luận
Việc kiểm định chất lượng bạt HDPE theo TCVN 11322:2018 là yếu tố then chốt để đảm bảo chất lượng và tuổi thọ của các công trình sử dụng vật liệu này. Bằng cách tuân thủ nghiêm ngặt các quy định về thiết kế, thi công và nghiệm thu, chúng ta có thể xây dựng những công trình bền vững, an toàn và hiệu quả. Hy vọng bài viết này đã cung cấp cho bạn những thông tin hữu ích về cách kiểm định chất lượng bạt HDPE.