













































































Cho thuê máy hàn bạt HDPE
Kỹ Thuật Hàn Nhiệt Ống HDPE: Hướng Dẫn Toàn Diện Cho Công Trình Địa Kỹ Thuật Môi Trường

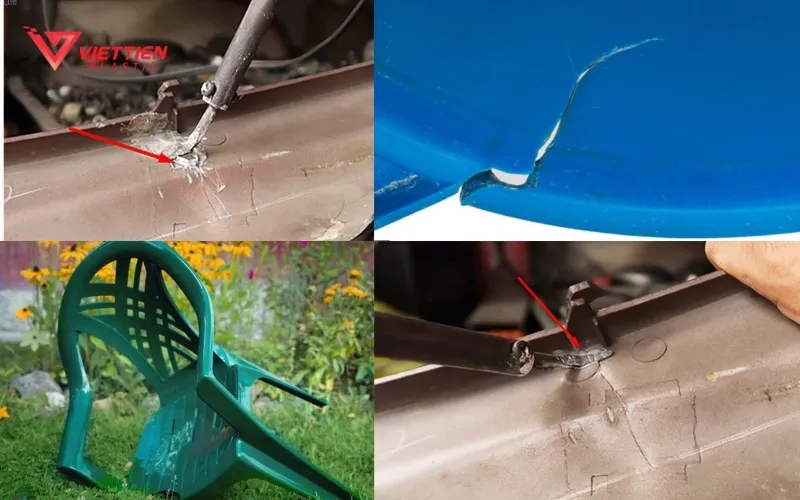
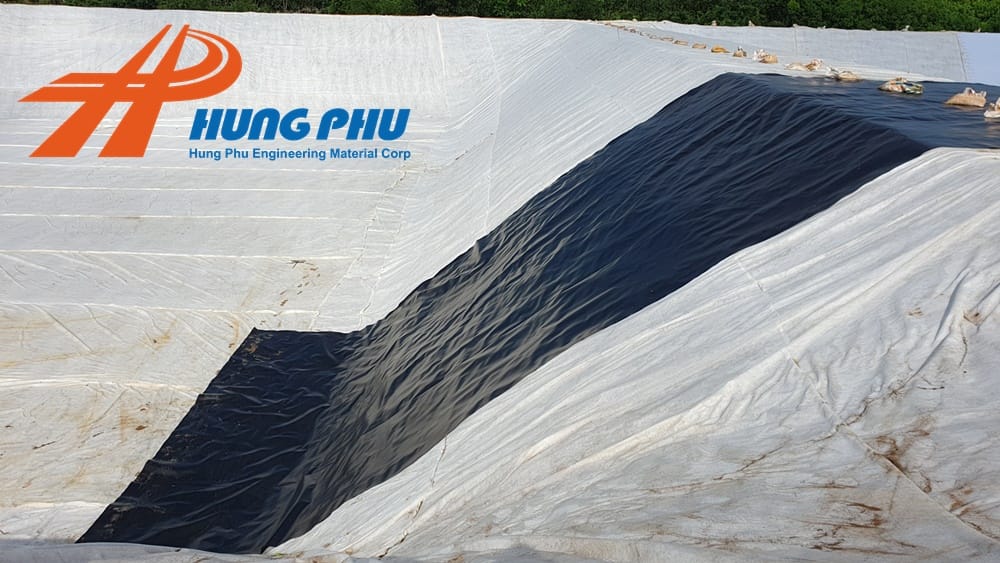
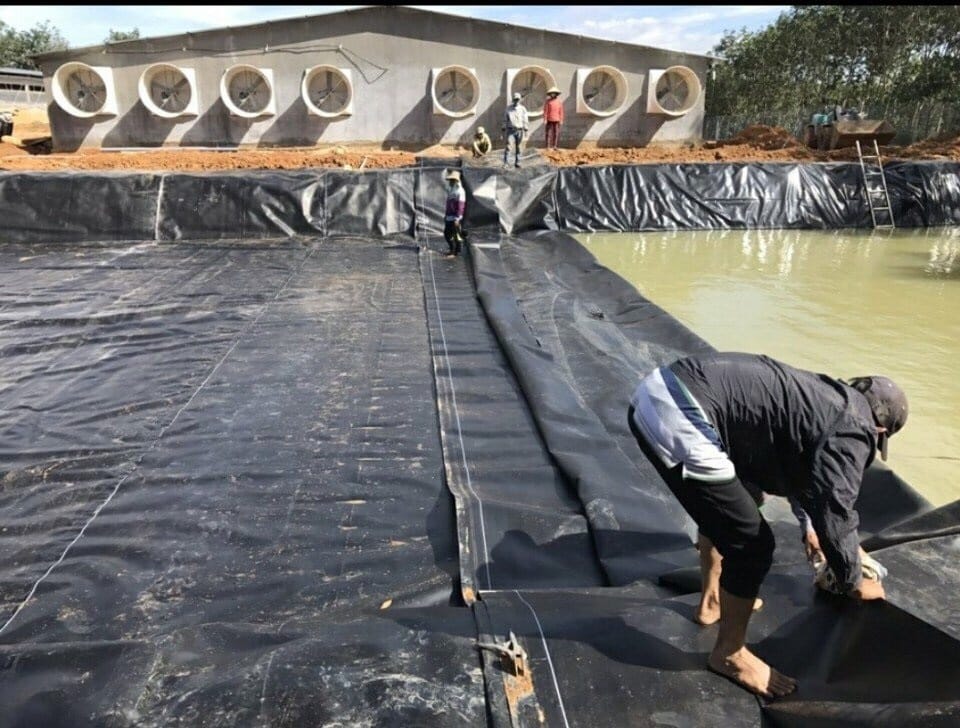
Trong lĩnh vực địa kỹ thuật môi trường, từ các hệ thống cấp thoát nước quy mô lớn đến các dự án xử lý chất thải, bãi chôn lấp rác và hồ chứa nước thải nguy hại, ống HDPE (High-Density Polyethylene) đóng vai trò then chốt nhờ độ bền vượt trội và khả năng chống ăn mòn hóa học. Tuy nhiên, để tối ưu hóa hiệu quả và tuổi thọ của toàn bộ hệ thống, kỹ thuật Hàn Nhiệt ống Hdpe đòi hỏi sự chính xác cao và tuân thủ các quy trình nghiêm ngặt. Việc thành thạo phương pháp này không chỉ đảm bảo tính toàn vẹn của đường ống mà còn khẳng định chất lượng tổng thể của công trình. Bài viết này sẽ cung cấp hướng dẫn chi tiết về các bước hàn nhiệt ống HDPE đúng kỹ thuật, giúp các chuyên gia và nhà thầu thực hiện công việc một cách hiệu quả nhất. Đồng thời, chúng tôi cũng sẽ khám phá các phương pháp hàn phổ biến, những lỗi thường gặp và cách khắc phục để đảm bảo mọi mối nối đạt chuẩn chất lượng cao nhất, góp phần vào sự bền vững của các dự án môi trường. Tìm hiểu thêm về hàn đồ nhựa trong các ứng dụng chuyên biệt.
1. Chuẩn Bị Toàn Diện Trước Khi Hàn Nhiệt Ống HDPE
Trước khi bắt đầu quy trình hàn nhiệt ống HDPE, công tác chuẩn bị kỹ lưỡng là yếu tố quyết định đến chất lượng mối hàn và hiệu suất thi công. Bước này bao gồm việc kiểm tra thiết bị, dụng cụ và chính bản thân vật liệu ống.
1.1. Kiểm Tra Thiết Bị Và Dụng Cụ Hàn Chuyên Dụng
Đảm bảo tất cả các thiết bị và dụng cụ cần thiết đều ở trạng thái hoạt động tốt và sạch sẽ.
- Máy hàn nhiệt đối đầu hoặc máy hàn điện trở: Chọn loại máy phù hợp với đường kính ống và yêu cầu kỹ thuật của dự án. Đảm bảo máy đã được bảo dưỡng định kỳ và kiểm tra các thông số hoạt động.
- Đĩa gia nhiệt (đối với hàn đối đầu): Phải sạch sẽ, không có cặn bẩn hay nhựa cháy bám dính. Nhiệt độ của đĩa phải được kiểm soát chặt chẽ theo tiêu chuẩn khuyến nghị.
- Dụng cụ vệ sinh và gọt ống: Bao gồm dao gọt ống chuyên dụng (bàn dao khỏa), giẻ lau sạch không bám sợi, và có thể cần chất làm trơn phù hợp (nếu nhà sản xuất khuyến nghị).
- Thiết bị đo nhiệt độ và áp suất: Để kiểm soát chính xác các thông số trong quá trình hàn.
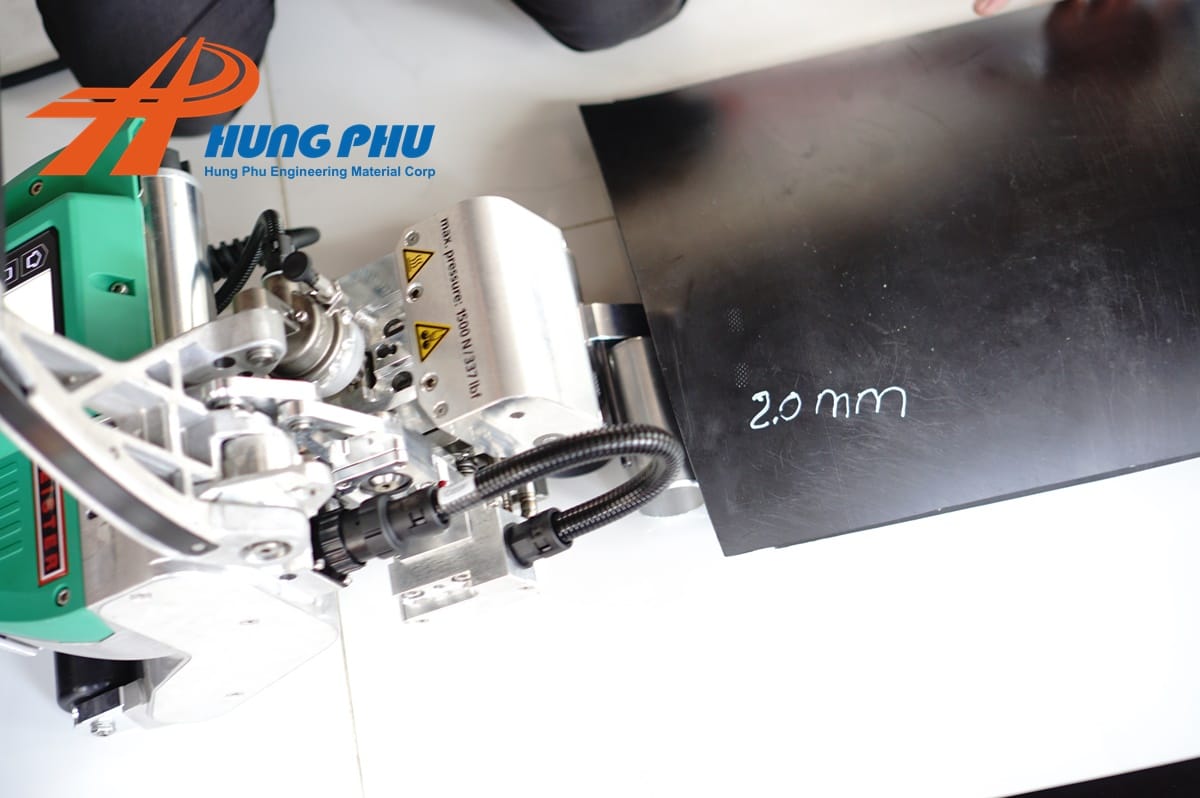
Nếu bạn đang tìm kiếm các giải pháp hàn hiệu quả, việc tham khảo giá máy hàn nhựa cầm tay có thể hữu ích để đánh giá chi phí đầu tư ban đầu. Đồng thời, không thể thiếu các loại mỏ hàn đồ nhựa chuyên biệt, đáp ứng nhu cầu đa dạng từ sửa chữa nhỏ đến thi công lớn. Đối với các công trình quy mô, một chiếc máy hàn nhựa cầm tay chất lượng cao sẽ là trợ thủ đắc lực, trong khi việc trang bị đầy đủ dụng cụ hàn nhựa cần thiết là điều kiện tiên quyết cho mọi quy trình hàn đạt chuẩn.
Dụng cụ và thiết bị hàn ống nhựa
Dụng cụ và thiết bị hàn ống nhựa cần thiết cho quy trình hàn nhiệt ống HDPE
1.2. Đánh Giá Chất Lượng Ống HDPE
Việc kiểm tra kỹ lưỡng các đoạn ống HDPE trước khi hàn sẽ giúp ngăn ngừa các vấn đề phát sinh trong quá trình thi công và vận hành.
- Độ thẳng và bề mặt: Đảm bảo các đoạn ống cần hàn nhiệt ống HDPE thẳng hàng, không bị cong vênh, móp méo. Bề mặt ống phải sạch sẽ, không có vết nứt, trầy xước, bụi bẩn, dầu mỡ hay hơi ẩm.
- Kích thước và đánh dấu: Đo chính xác kích thước và đánh dấu vị trí các mối hàn để đảm bảo độ chính xác khi ghép nối.
2. Quy Trình Hàn Nhiệt Ống HDPE Tiêu Chuẩn Trong 4 Bước
Quy trình hàn nhiệt ống HDPE được thực hiện theo 4 bước cơ bản, đòi hỏi sự tỉ mỉ và tuân thủ chặt chẽ các thông số kỹ thuật.
2.1. Bước 1: Sơ Chế Và Cố Định Ống HDPE
Đây là bước đầu tiên và quan trọng để tạo nền tảng cho một mối hàn vững chắc.
- Cố định ống: Đặt hai đoạn ống HDPE vào kẹp của máy hàn, điều chỉnh để đảm bảo chúng thẳng hàng tuyệt đối và không bị dịch chuyển trong suốt quá trình hàn. Độ thẳng hàng là yếu tố then chốt để mối hàn đạt chất lượng tối ưu.
- Làm sạch bề mặt: Sử dụng dao gọt chuyên dụng hoặc dụng cụ làm sạch để loại bỏ lớp oxy hóa, bụi bẩn, dầu mỡ hoặc bất kỳ tạp chất nào trên bề mặt hai đầu ống cần hàn. Sau đó, dùng giẻ lau sạch để đảm bảo bề mặt hoàn toàn tinh khiết.
- Kiểm tra nhiệt độ đĩa gia nhiệt: Xác định và kiểm tra nhiệt độ của đĩa gia nhiệt. Thông thường, nhiệt độ chuẩn để hàn nhiệt ống HDPE dao động từ 200–230°C, tùy thuộc vào chủng loại nhựa và khuyến nghị của nhà sản xuất.
 Lau sạch bề mặt ống nhựa
Lau sạch bề mặt ống nhựa
Làm sạch bề mặt ống nhựa trước khi hàn nhiệt ống HDPE là bước không thể bỏ qua
2.2. Bước 2: Khỏa Mặt Ống – Đảm Bảo Bề Mặt Hoàn Hảo
Sử dụng bàn dao khỏa chuyên dụng để gọt nhẵn hai đầu ống cần hàn. Mục tiêu là tạo ra hai bề mặt phẳng hoàn hảo, song song với nhau và vuông góc với trục ống, loại bỏ mọi vết lõm, lồi hoặc gờ không mong muốn. Sau khi khỏa, cần loại bỏ toàn bộ phoi cắt để tránh chúng lẫn vào mối hàn, gây ảnh hưởng đến chất lượng và độ bền.
2.3. Bước 3: Giai Đoạn Gia Nhiệt Chính Yếu
Giai đoạn này quyết định đến sự liên kết giữa hai đầu ống.
- Đặt đĩa gia nhiệt: Cẩn thận đặt đĩa gia nhiệt đã đạt nhiệt độ chuẩn vào giữa hai đầu ống đã được khỏa.
- Tiếp xúc và nóng chảy: Nhẹ nhàng đẩy hai đầu ống tiếp xúc với bề mặt nóng của đĩa gia nhiệt dưới một áp lực nhất định. Quan sát quá trình nhựa bắt đầu nóng chảy và hình thành một gờ nóng chảy đều xung quanh chu vi ống. Độ dày và độ đều của gờ nóng chảy là chỉ số quan trọng cho biết nhiệt độ và áp suất đã được duy trì đúng cách.
- Tách đĩa gia nhiệt: Khi đã đạt được gờ nóng chảy tiêu chuẩn, nhanh chóng và dứt khoát tách đĩa gia nhiệt ra khỏi hai đầu ống. Thời gian chuyển tiếp giữa việc tách đĩa và ghép nối ống cần được thực hiện nhanh nhất có thể để tránh làm nguội bề mặt nóng chảy.
 Hàn gia nhiệt ống HDPE
Hàn gia nhiệt ống HDPE
Gia nhiệt là giai đoạn quan trọng nhất trong quá trình hàn nhiệt ống HDPE
2.4. Bước 4: Kết Nối Và Làm Nguội Mối Hàn Đảm Bảo
Đây là bước cuối cùng để hình thành mối hàn hoàn chỉnh.
- Kết nối ống: Ngay sau khi tách đĩa gia nhiệt, đẩy hai đầu ống nóng chảy lại gần nhau và giữ chúng dưới một áp lực hàn phù hợp. Áp lực này sẽ ép chặt hai bề mặt nóng chảy vào nhau, tạo thành mối nối đồng nhất và vững chắc.
- Làm nguội: Duy trì áp lực hàn trong suốt quá trình mối hàn nguội hoàn toàn. Tuyệt đối tránh rung lắc, di chuyển hoặc tác động lực lên mối hàn khi chưa nguội để đảm bảo cấu trúc tinh thể của nhựa được ổn định, tránh nứt gãy hoặc biến dạng. Thời gian làm nguội sẽ phụ thuộc vào đường kính ống và điều kiện môi trường.
3. Khắc Phục Các Lỗi Thường Gặp Khi Hàn Nhiệt Ống HDPE
Mặc dù quy trình hàn nhiệt ống HDPE có vẻ đơn giản, nhưng vẫn có những lỗi thường gặp có thể ảnh hưởng nghiêm trọng đến chất lượng mối hàn. Việc nhận diện và khắc phục kịp thời là điều cần thiết.
3.1. Mối Hàn Không Đồng Đều – Nguyên Nhân Và Giải Pháp
- Nguyên nhân: Thường do áp suất tác động không đủ hoặc không đều lên hai đầu ống trong quá trình gia nhiệt và kết nối. Một nguyên nhân khác là hai đầu ống không thẳng hàng tuyệt đối hoặc bị lệch tâm khi cố định vào máy hàn.
- Khắc phục: Trước khi hàn, cần kiểm tra kỹ lưỡng độ thẳng tâm và độ song song của hai đầu ống. Đảm bảo áp lực hàn được phân bố đồng đều trên toàn bộ chu vi mối nối và duy trì liên tục trong suốt quá trình.
3.2. Rò Rỉ Tại Mối Hàn – Kiểm Tra Nguyên Nhân Gốc Rễ
- Nguyên nhân: Bề mặt ống không được làm sạch kỹ lưỡng, còn bám bụi bẩn, dầu mỡ hoặc lớp oxy hóa, ngăn cản sự liên kết hoàn hảo giữa các phân tử nhựa. Nhiệt độ gia nhiệt không đạt yêu cầu (quá thấp) cũng khiến nhựa không nóng chảy đủ để tạo mối nối bền vững.
- Khắc phục: Luôn đảm bảo bề mặt ống được làm sạch kỹ càng bằng dao gọt và giẻ lau chuyên dụng. Kiểm tra và hiệu chuẩn lại nhiệt độ đĩa gia nhiệt theo đúng tiêu chuẩn.
3.3. Mối Hàn Kém Chắc Chắn – Tối Ưu Thời Gian Làm Nguội
- Nguyên nhân: Thời gian làm nguội không đủ, hoặc mối hàn bị rung lắc, tác động lực khi nhựa chưa đông cứng hoàn toàn. Điều này làm phá vỡ cấu trúc tinh thể của mối nối, giảm độ bền và khả năng chịu lực.
- Khắc phục: Cần tuân thủ nghiêm ngặt thời gian làm nguội được khuyến nghị cho từng loại ống và đường kính. Đảm bảo giữ nguyên áp lực và không tác động bất kỳ lực nào lên mối hàn cho đến khi nó nguội hoàn toàn và đạt độ cứng cần thiết.
4. Các Phương Pháp Hàn Nhiệt Ống HDPE Phổ Biến Trong Công Nghiệp
Trong thi công đường ống HDPE, hai phương pháp hàn nhiệt ống HDPE chính được áp dụng rộng rãi, mỗi phương pháp có những ưu điểm và ứng dụng riêng.
4.1. Hàn Nhiệt Đối Đầu (Butt Fusion) – Hiệu Quả Và Phổ Biến
- Phương pháp: Là kỹ thuật phổ biến nhất, sử dụng đĩa gia nhiệt để làm nóng chảy đồng thời hai đầu ống. Sau đó, hai đầu ống nóng chảy được ép lại với nhau dưới áp lực và giữ cố định cho đến khi nguội hoàn toàn, tạo thành một mối nối đồng nhất.
- Ưu điểm: Đơn giản trong vận hành, chi phí đầu tư thiết bị tương đối thấp, tạo ra mối nối chắc chắn với độ bền cao tương đương với vật liệu ống nguyên bản. Phương pháp này phù hợp cho ống có đường kính rộng, thường từ 63mm đến 1200mm hoặc lớn hơn, lý tưởng cho các hệ thống cấp thoát nước, kênh mương, hoặc đường ống công nghiệp.
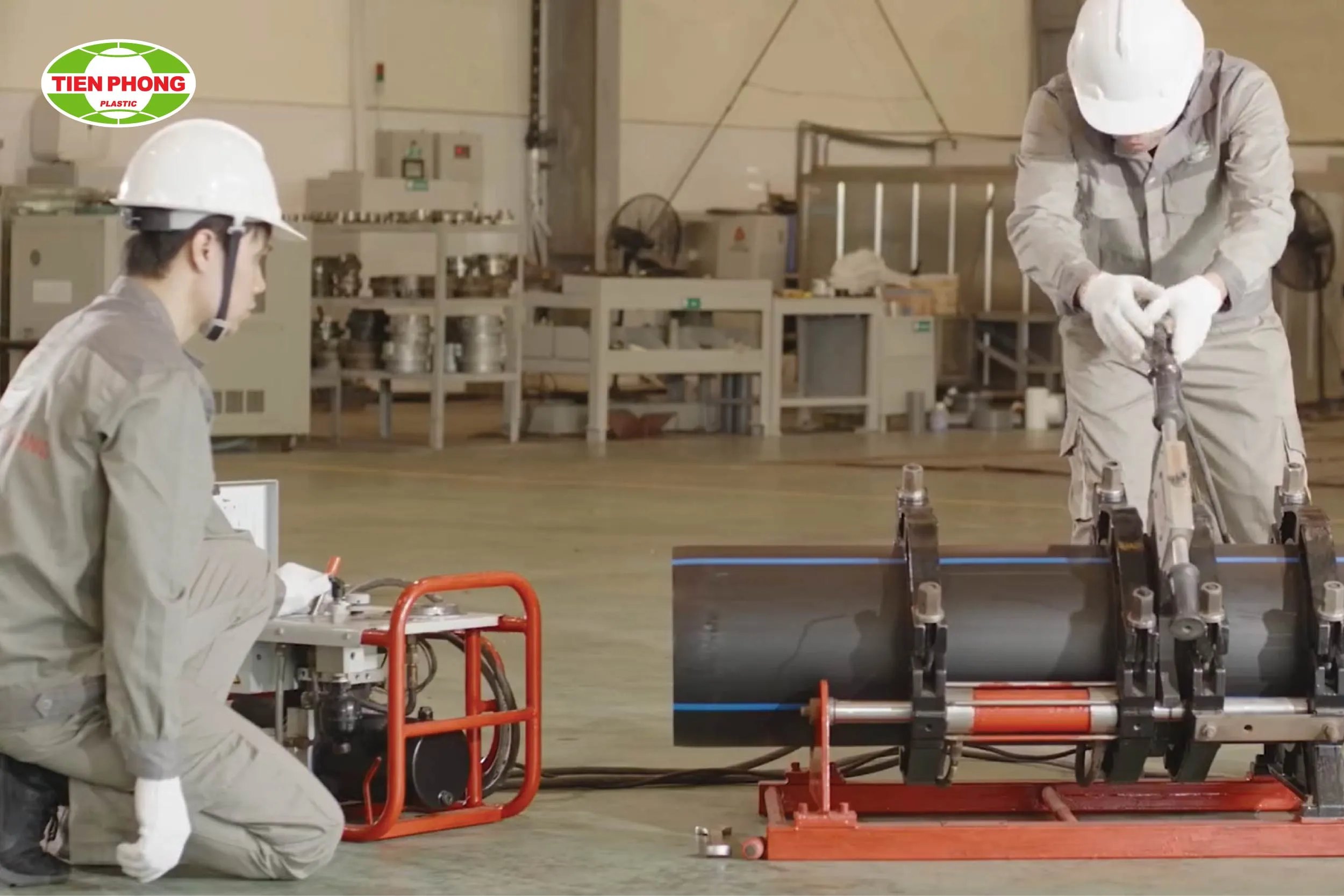 Hàn nhiệt đối đầu
Hàn nhiệt đối đầu
Hàn nhiệt đối đầu là phương pháp hàn nhiệt ống HDPE phổ biến nhất
4.2. Hàn Điện Trở (Electrofusion) – Đảm Bảo Mối Nối Chắc Chắn
- Phương pháp: Sử dụng các khớp nối (fitting) đặc biệt có chứa dây điện trở được đặt sẵn bên trong. Khi dòng điện chạy qua dây điện trở, nhiệt sẽ được sinh ra, làm nóng chảy bề mặt bên ngoài của ống và bề mặt bên trong của khớp nối, tạo ra mối hàn liên kết chặt chẽ.
- Ưu điểm: Đảm bảo mối nối cực kỳ chắc chắn, có độ bền và khả năng chống rò rỉ vượt trội. Phương pháp này đặc biệt hiệu quả trong không gian hẹp, hoặc khi cần hàn các phụ kiện phức tạp mà hàn đối đầu khó thực hiện. Thích hợp cho ống đường kính từ 50mm đến 1200mm, đặc biệt trong các ứng dụng yêu cầu độ an toàn cao như đường ống dẫn khí, hóa chất hoặc nước sạch.
 Hàn điện trở
Hàn điện trở
Hàn điện trở mang lại mối nối cực kỳ chắc chắn và bền bỉ cho ống HDPE
5. Lưu Ý Quan Trọng Để Đảm Bảo Chất Lượng Hàn Nhiệt Ống HDPE
Để tối ưu hóa chất lượng và độ bền của mối hàn nhiệt ống HDPE, cần tuân thủ các nguyên tắc và lưu ý quan trọng sau:
- Sử dụng thiết bị đạt chuẩn: Luôn sử dụng máy hàn và đĩa gia nhiệt đạt chuẩn chất lượng, có nguồn gốc rõ ràng và được hiệu chuẩn định kỳ. Thiết bị không đạt chuẩn có thể dẫn đến nhiệt độ không ổn định hoặc áp suất không chính xác, ảnh hưởng đến mối hàn.
- Bảo dưỡng định kỳ: Thực hiện bảo dưỡng định kỳ cho tất cả các thiết bị hàn để đảm bảo chúng hoạt động ổn định và chính xác trong suốt vòng đời dự án.
- Tuân thủ quy định: Luôn tuân thủ nghiêm ngặt các quy định về nhiệt độ, áp suất, thời gian ủ nhiệt, thời gian chuyển tiếp và thời gian làm nguội theo tiêu chuẩn của nhà sản xuất ống hoặc các tiêu chuẩn quốc tế áp dụng cho hàn nhiệt ống HDPE.
- Điều kiện môi trường: Tránh hàn trong điều kiện thời tiết khắc nghiệt như mưa, gió mạnh, hoặc nhiệt độ quá thấp/cao có thể ảnh hưởng đến quá trình gia nhiệt và làm nguội. Nếu bắt buộc phải hàn, cần có biện pháp che chắn phù trợ.
- Đào tạo nhân sự: Đảm bảo đội ngũ kỹ thuật viên và công nhân thực hiện hàn nhiệt đã được đào tạo chuyên sâu, có kinh nghiệm và chứng chỉ phù hợp.
Dưới đây là bảng thông số kích thước ống và các yếu tố kỹ thuật cần lưu ý khi hàn nhiệt ống HDPE (áp dụng cho một số chủng loại ống phổ biến):
| Kích thước sản phẩm (mm) | PN | Chiều dày ống (mm) | Áp suất gia nhiệt (Bar) | Thời gian ủ nhiệt (giây) | Thời gian chuyển tiếp (giây) | Áp suất hàn (Bar) | Thời gian làm nguội (phút) |
|---|---|---|---|---|---|---|---|
| 90 | 8 | 4,3 | 1 | 65 | 5 | 1 | 12 |
| 90 | 10 | 5,4 | 1 | 81 | 5 | 1 | 13 |
| 90 | 12,5 | 6,7 | 1 | 101 | 6 | 1 | 13 |
| 90 | 16 | 8,2 | 2 | 123 | 7 | 2 | 14 |
| 90 | 20 | 10,1 | 2 | 152 | 7 | 2 | 15 |
| 90 | 25 | 12,3 | 2 | 185 | 8 | 2 | 16 |
| 110 | 6 | 4,2 | 1 | 63 | 5 | 1 | 12 |
| 110 | 8 | 5,3 | 1 | 80 | 5 | 1 | 13 |
| 110 | 10 | 6,6 | 2 | 99 | 6 | 2 | 13 |
| 110 | 12,5 | 8,1 | 2 | 122 | 6 | 2 | 14 |
| 110 | 16 | 10 | 2 | 150 | 7 | 2 | 15 |
| 110 | 20 | 12,3 | 3 | 185 | 8 | 3 | 16 |
| 110 | 25 | 15,1 | 3 | 196 | 9 | 3 | 23 |
| 125 | 6 | 4,8 | 1 | 72 | 5 | 1 | 12 |
| 125 | 8 | 6 | 2 | 90 | 6 | 2 | 13 |
| 125 | 10 | 7,4 | 2 | 111 | 7 | 2 | 14 |
| 125 | 12,5 | 9,2 | 3 | 138 | 7 | 3 | 15 |
| 125 | 16 | 11,4 | 3 | 171 | 8 | 3 | 16 |
| 125 | 20 | 14 | 4 | 210 | 9 | 4 | 17 |
| 125 | 25 | 17,1 | 4 | 222 | 9 | 4 | 26 |
| 140 | 6 | 5,4 | 2 | 81 | 5 | 2 | 13 |
| 140 | 8 | 6,7 | 2 | 101 | 6 | 2 | 13 |
| 140 | 10 | 8,3 | 3 | 125 | 7 | 3 | 14 |
| 140 | 12,5 | 10,3 | 3 | 155 | 7 | 3 | 15 |
| 140 | 16 | 12,7 | 4 | 191 | 8 | 4 | 16 |
| 140 | 20 | 15,7 | 5 | 204 | 9 | 5 | 24 |
| 140 | 25 | 19,2 | 5 | 250 | 10 | 5 | 29 |
| 160 | 6 | 6,2 | 2 | 93 | 6 | 2 | 13 |
| 160 | 8 | 7,7 | 3 | 116 | 6 | 3 | 14 |
| 160 | 10 | 9,5 | 3 | 143 | 7 | 3 | 15 |
| 160 | 12,5 | 11,8 | 4 | 177 | 7 | 4 | 16 |
| 160 | 16 | 14,6 | 5 | 219 | 8 | 5 | 17 |
| 160 | 20 | 17,9 | 6 | 233 | 9 | 6 | 27 |
| 160 | 25 | 21,9 | 7 | 285 | 9 | 7 | 33 |
| 180 | 6 | 6,9 | 3 | 104 | 6 | 3 | 13 |
| 180 | 8 | 8,6 | 3 | 129 | 7 | 3 | 14 |
| 180 | 10 | 10,7 | 4 | 161 | 7 | 4 | 15 |
| 180 | 12,5 | 13,3 | 5 | 200 | 7 | 5 | 17 |
| 180 | 16 | 16,4 | 6 | 213 | 8 | 6 | 25 |
| 180 | 20 | 20,1 | 8 | 261 | 9 | 8 | 30 |
| 180 | 25 | 24,6 | 9 | 320 | 10 | 9 | 37 |
| 200 | 6 | 7,7 | 3 | 116 | 6 | 3 | 14 |
| 200 | 8 | 9,6 | 4 | 144 | 7 | 4 | 15 |
| 200 | 10 | 11,9 | 5 | 179 | 8 | 5 | 16 |
| 200 | 12,5 | 14,7 | 6 | 221 | 8 | 6 | 17 |
| 200 | 16 | 18,2 | 8 | 237 | 9 | 8 | 27 |
| 200 | 20 | 22,4 | 9 | 269 | 10 | 9 | 34 |
| 200 | 25 | 27,4 | 11 | 329 | 11 | 11 | 41 |
| 225 | 6 | 8,6 | 4 | 129 | 7 | 4 | 14 |
| 225 | 8 | 10,8 | 5 | 162 | 7 | 5 | 15 |
| 225 | 10 | 13,4 | 7 | 201 | 8 | 7 | 17 |
| 225 | 12,5 | 16,6 | 8 | 249 | 9 | 8 | 25 |
| 225 | 16 | 20,5 | 10 | 267 | 10 | 10 | 31 |
| 225 | 20 | 25,2 | 12 | 302 | 11 | 12 | 38 |
| 250 | 6 | 9,6 | 5 | 144 | 7 | 5 | 15 |
| 250 | 8 | 11,9 | 7 | 179 | 8 | 7 | 16 |
| 250 | 10 | 14,8 | 8 | 222 | 9 | 8 | 17 |
| 250 | 12,5 | 18,4 | 10 | 239 | 10 | 10 | 28 |
| 250 | 16 | 22,7 | 12 | 272 | 11 | 12 | 34 |
| 250 | 20 | 27,9 | 15 | 335 | 12 | 15 | 42 |
| 280 | 6 | 10.7 | 7 | 150 | 7 | 7 | 15 |
| 280 | 8 | 13.4 | 8 | 188 | 9 | 8 | 19 |
| 280 | 10 | 16.6 | 10 | 232 | 9 | 10 | 24 |
| 280 | 12,5 | 20.6 | 13 | 288 | 10 | 13 | 29 |
| 280 | 16 | 25.4 | 15 | 356 | 14 | 15 | 36 |
| 280 | 20 | 31.3 | 18 | 438 | 15 | 18 | 44 |
| 315 | 6 | 12.1 | 9 | 169 | 8 | 9 | 17 |
| 315 | 8 | 15 | 11 | 210 | 10 | 11 | 21 |
| 315 | 10 | 18.7 | 13 | 262 | 10 | 13 | 26 |
| 315 | 12,5 | 23.2 | 16 | 325 | 11 | 16 | 33 |
| 315 | 16 | 28.6 | 19 | 400 | 13 | 19 | 40 |
| 315 | 20 | 35.2 | 23 | 493 | 14 | 23 | 50 |
Kết thúc quy trình hàn nhiệt ống HDPE đúng kỹ thuật không chỉ đảm bảo độ bền và tính ổn định của mối hàn, mà còn kéo dài tuổi thọ cho toàn bộ hệ thống đường ống, đặc biệt quan trọng trong các ứng dụng địa kỹ thuật môi trường đòi hỏi sự an toàn và hiệu quả cao. Việc tuân thủ chặt chẽ các bước chuẩn bị, quy trình hàn và các lưu ý quan trọng sẽ giúp tối ưu hóa hiệu suất thi công và giảm thiểu rủi ro phát sinh. Nếu bạn cần thêm hỗ trợ về kỹ thuật chuyên sâu hoặc các sản phẩm máy hàn nhựa chất lượng cao cho các dự án của mình, đừng ngần ngại liên hệ với chúng tôi để được tư vấn và hỗ trợ tận tình từ đội ngũ chuyên gia hàng đầu trong lĩnh vực địa kỹ thuật môi trường và máy hàn nhựa.