














































































Cho thuê máy hàn bạt HDPE
Hàn Ống HDPE: Kỹ Thuật Chuyên Sâu, Quy Trình Chuẩn Và Ứng Dụng Trong Địa Kỹ Thuật Môi Trường
Hàn ống HDPE (High-Density Polyethylene) là một kỹ thuật then chốt, giúp kết nối các đoạn ống nhựa HDPE thành một hệ thống liền mạch, bền vững. Trong lĩnh vực Địa kỹ thuật Môi trường, nơi đòi hỏi sự kín đáo tuyệt đối và độ bền cao, việc hàn ống HDPE đúng kỹ thuật đóng vai trò cực kỳ quan trọng. Quy trình này không chỉ ảnh hưởng đến hiệu suất hoạt động của hệ thống cấp thoát nước, xử lý chất thải, mà còn đảm bảo tính toàn vẹn của các công trình chống thấm như bãi chôn lấp rác, hồ chứa nước thải và chất thải nguy hại.
Bài viết này, website “Bạt lót ao hồ” với vai trò là chuyên gia hàng đầu về Địa kỹ thuật Môi trường và máy hàn nhựa, sẽ cung cấp hướng dẫn chi tiết về các phương pháp hàn ống HDPE phổ biến, những lưu ý kỹ thuật cần thiết và vai trò của máy hàn nhựa trong việc tạo ra những mối nối đạt chuẩn. Hãy cùng tìm hiểu sâu hơn để làm chủ kỹ thuật hàn ống HDPE và tối ưu hóa các dự án môi trường của bạn.
1. Tổng quan về Hàn Ống HDPE và vai trò trong Địa Kỹ Thuật Môi Trường
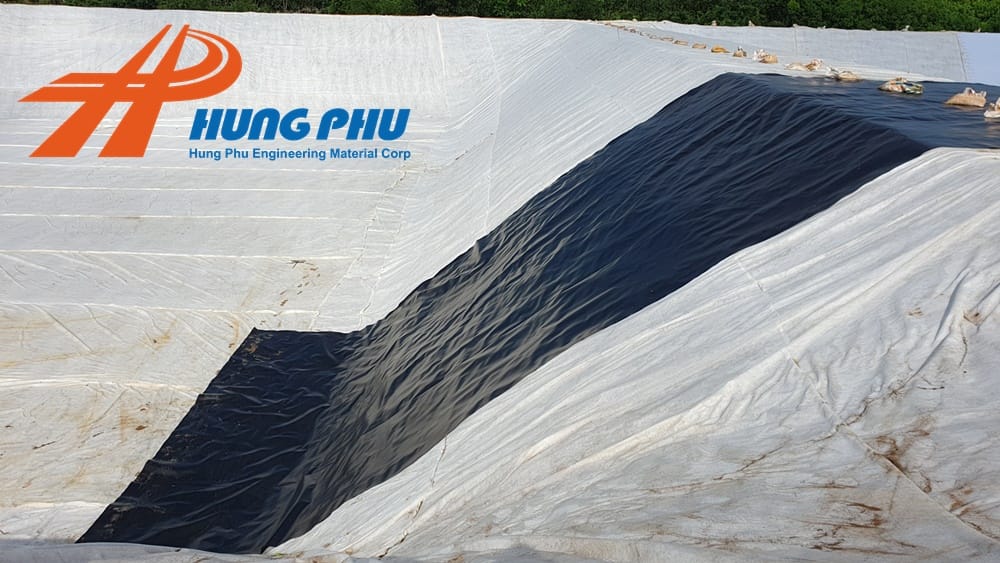
Ống HDPE được biết đến với khả năng chống ăn mòn hóa học, độ bền cơ học vượt trội và tuổi thọ cao, làm cho chúng trở thành lựa chọn hàng đầu cho nhiều ứng dụng công nghiệp và môi trường. Trong Địa kỹ thuật Môi trường, ống HDPE được sử dụng rộng rãi trong các hệ thống thu gom và thoát nước rỉ rác tại bãi chôn lấp, hệ thống dẫn nước thải công nghiệp, đường ống cấp nước sạch, và thậm chí là một phần của hệ thống thoát nước dưới các lớp màng chống thấm HDPE trong các dự án hồ bạt HDPE.
Việc hàn nối các đoạn ống HDPE là bước thiết yếu để tạo ra một hệ thống đồng nhất, không rò rỉ. Một mối hàn chất lượng sẽ đảm bảo khả năng chịu áp lực, chống thấm và ngăn chặn sự thoát ly của các chất lỏng hoặc khí độc hại ra môi trường. Ngược lại, mối hàn kém chất lượng có thể dẫn đến hậu quả nghiêm trọng về môi trường và kinh tế.
Kỹ thuật hàn ống HDPE có nhiều điểm tương đồng với kỹ thuật hàn màng chống thấm HDPE hay hàn bạt nhựa HDPE, đòi hỏi sự chính xác, kinh nghiệm và sử dụng các loại máy hàn nhựa chuyên dụng. Việc nắm vững các nguyên tắc và quy trình hàn sẽ giúp các kỹ sư và nhà thầu đảm bảo chất lượng công trình, tăng cường uy tín và đóng góp vào sự phát triển bền vững của ngành Địa kỹ thuật Môi trường.
2. Các Phương Pháp Hàn Ống HDPE Phổ Biến
Trong thi công đường ống HDPE, hai phương pháp hàn chính được ứng dụng rộng rãi là hàn nhiệt đối đầu và hàn điện trở. Mỗi phương pháp có những đặc điểm, ưu điểm và ứng dụng riêng.
2.1. Phương pháp Hàn Nhiệt Đối Đầu (Butt Fusion Welding)
Hàn nhiệt đối đầu là phương pháp hàn ống HDPE phổ biến nhất, đặc biệt hiệu quả cho các đường ống có đường kính lớn. Phương pháp này sử dụng máy hàn thủy lực chuyên dụng để làm nóng chảy đồng thời hai đầu ống, sau đó ép chúng lại với nhau dưới áp lực và nhiệt độ kiểm soát, tạo thành một mối nối đồng nhất.
Dưới đây là hướng dẫn hàn ống HDPE chi tiết bằng phương pháp đối đầu:
- Bước 1: Lắp ống và cài đặt thông số
- Lắp ống: Cố định ống vào khung kẹp của máy hàn, đảm bảo hai đầu ống thẳng hàng và đồng tâm. Các đầu ống cần được kê trên gối đỡ và làm sạch bề mặt để loại bỏ bụi bẩn, dầu mỡ. Siết chặt bu lông đai kẹp để giữ ống vững chắc.
- Cài đặt thông số: Thiết lập nhiệt độ và thời gian hàn phù hợp với đường kính và độ dày thành ống, theo khuyến nghị của nhà sản xuất ống và máy hàn.
- Bước 2: Vát ống
- Sử dụng cần gạt điều hướng để di chuyển hai đầu ống ra xa nhau. Đưa đĩa vát vào giữa hai đầu ống và khởi động máy vát.
- Điều khiển cần gạt để đưa hai đầu ống vào đĩa vát, vát phẳng bề mặt tiếp xúc. Đồng thời, đóng van xả áp từ từ để tạo áp lực vát. Sau khi vát xong, tắt máy vát và đưa đĩa vát về vị trí ban đầu. Bề mặt vát phải nhẵn, phẳng và sạch.
- Bước 3: Chỉnh đồng tâm
- Di chuyển hai đầu ống chạm nhẹ vào nhau và kiểm tra độ lệch tâm. Độ lệch tâm không được vượt quá 10% chiều dày thành ống. Điều chỉnh bu lông đai kẹp để đảm bảo hai đầu ống hoàn toàn đồng tâm và không có khe hở.
- Bước 4: Gia nhiệt và làm nguội
- Đưa đĩa nhiệt đã đạt nhiệt độ cài đặt vào giữa hai đầu ống. Điều khiển cần gạt để di chuyển hai đầu ống ép chặt vào đĩa nhiệt trong thời gian T1 (thời gian làm nóng chảy bề mặt).
- Khi T1 kết thúc, bắt đầu giai đoạn gia nhiệt tăng cường T2: giảm áp suất hệ thống về Po + P2 bằng cách vặn van xả áp. Khi còi báo hiệu T2 kết thúc, nhanh chóng di chuyển hai đầu ống ra khỏi đĩa nhiệt (thời gian chuyển đổi T3).
- Ngay lập tức, di chuyển hai đầu ống đã nóng chảy áp chặt vào nhau dưới áp suất hàn trong thời gian T4.
- Khi T4 kết thúc, điều khiển cần gạt về vị trí giữa và giữ áp suất ổn định trong thời gian T5 (thời gian làm nguội).
- Bước 5: Kiểm tra mối hàn
- Khi thời gian T5 kết thúc, xả áp và nới lỏng bu lông kẹp. Di chuyển ống ra khỏi khung kẹp. Kiểm tra trực quan mối hàn dựa trên bảng đối chiếu tiêu chuẩn.
2.2. Phương pháp Hàn Điện Trở (Electrofusion Welding)
Hàn điện trở là phương pháp sử dụng phụ kiện hàn điện trở (electrofusion fittings) có chứa các cuộn dây điện trở bên trong. Khi dòng điện đi qua các cuộn dây này, nhiệt độ sẽ tăng lên, làm nóng chảy nhựa của phụ kiện và ống, tạo ra một mối nối kín và chắc chắn. Phương pháp này thường được áp dụng cho ống HDPE có đường kính từ 50 đến 1200 mm và đặc biệt hữu ích trong các không gian hẹp hoặc khi hàn các phụ kiện phức tạp.
Các bước cơ bản để hàn ống HDPE bằng phương pháp hàn điện trở:
- Bước 1: Cắt và làm phẳng ống: Cắt ống vuông góc và làm phẳng bề mặt đầu ống. Đảm bảo bề mặt ống không bị trầy xước quá 10% độ dày thành ống.
- Bước 2: Tạo độ nhám bề mặt: Dùng dụng cụ chuyên dụng để tạo độ nhám cho bề mặt ngoài của đầu ống, nơi phụ kiện sẽ tiếp xúc. Độ dày lớp nhám lý tưởng từ 0.2 mm đến 0.4 mm. Bước này giúp tăng cường khả năng kết dính.
- Bước 3: Đánh dấu: Đánh dấu trên thân ống một đoạn có chiều dài bằng chiều dài của phụ kiện hàn điện trở.
- Bước 4: Vệ sinh: Làm sạch kỹ lưỡng bề mặt đã tạo nhám trên ống và mặt trong của phụ kiện hàn bằng dung dịch làm sạch chuyên dụng và khăn sạch không xơ.
- Bước 5: Lắp phụ kiện và cố định: Lắp phụ kiện hàn điện trở vào đầu ống đã chuẩn bị. Sử dụng các kẹp cố định để giữ chặt và cân bằng hai đầu ống với phụ kiện, đảm bảo không có sự dịch chuyển trong quá trình hàn.
- Bước 6: Kết nối điện và tiến hành hàn: Kết nối máy hàn điện trở với phụ kiện. Quét mã vạch trên phụ kiện hoặc nhập thủ công các thông số hàn (thời gian, điện áp) vào máy hàn. Khởi động quá trình hàn và đợi cho đến khi hoàn thành.
- Bước 7: Kiểm tra mối hàn: Sau khi mối hàn nguội hoàn toàn (theo thời gian khuyến nghị của nhà sản xuất), tháo kẹp cố định và kiểm tra trực quan mối hàn. Đảm bảo mối hàn đều, không có khe hở hoặc biến dạng bất thường.
.jpg)
3. Lưu ý quan trọng để Hàn Ống HDPE Đạt Chuẩn Kỹ Thuật và Bền Vững
Để quá trình hàn ống HDPE đạt tiêu chuẩn cao nhất, đảm bảo độ bền và an toàn cho các công trình Địa kỹ thuật Môi trường, cần chú ý đến nhiều yếu tố kỹ thuật và môi trường.
3.1. Bảng kích thước nóng chảy khi gia tăng nhiệt
Khi thực hiện quy trình hàn ống, đặc biệt là hàn nhiệt đối đầu, việc kiểm soát kích thước gờ nóng chảy (bead size) là cực kỳ quan trọng để đánh giá chất lượng mối hàn. Kích thước này phản ánh mức độ nung chảy và ép chặt vật liệu. Dưới đây là bảng tham khảo kích thước nóng chảy H (mm) tương ứng với từng cỡ ống HDPE:
| Cỡ ống (mm) | Kích thước nóng chảy H (mm) |
|---|---|
| Từ | Đến |
| 50 | 90 |
| 110 | 180 |
| 200 | 315 |
| 355 | 500 |
.jpg)
Tuân thủ bảng kích thước này giúp đảm bảo mối hàn đạt cường độ tối ưu, giảm thiểu rủi ro nứt gãy hoặc rò rỉ trong quá trình vận hành lâu dài của hệ thống đường ống.
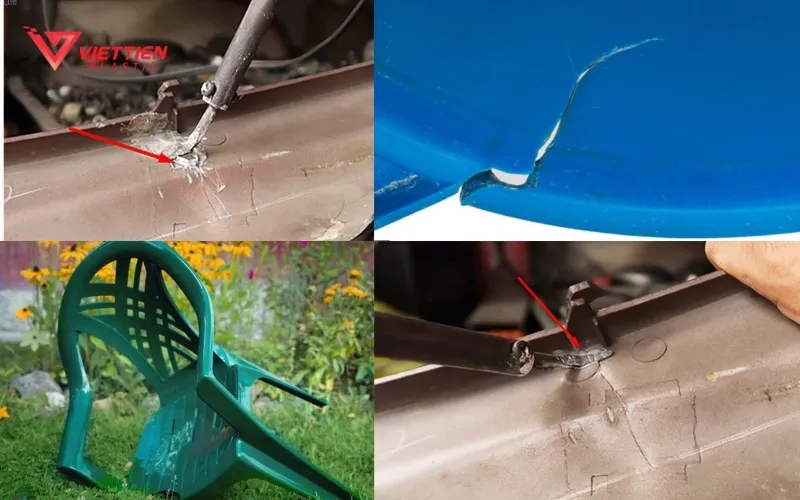
3.2. Các dạng sai hỏng thường gặp khi hàn ống HDPE và cách khắc phục
Việc hiểu rõ các lỗi phổ biến khi hàn ống HDPE giúp người thi công chủ động phòng tránh và khắc phục, tiết kiệm thời gian và chi phí.
- Cạnh hàn sắc nhọn: Lỗi này thường xảy ra khi ống không thẳng tâm hoặc áp suất hàn quá cao. Mối hàn sắc nhọn làm giảm độ bền, tạo điểm ứng suất tập trung, dễ gây gãy mối hàn.
- Khắc phục: Đảm bảo ống được căn chỉnh đồng tâm tuyệt đối trước khi hàn và kiểm soát áp suất hàn theo đúng thông số kỹ thuật.
- Phần kết dính kém (lớp nóng chảy bên trong không đều): Do bề mặt gia nhiệt bị khô hoặc nguội quá nhanh trước khi ép hai đầu ống vào nhau. Phần nhựa nóng chảy phía ngoài có thể tốt nhưng bên trong không đạt được liên kết đồng nhất, khiến mối hàn dễ gãy tại mặt tiếp xúc.
- Khắc phục: Đảm bảo thời gian chuyển đổi T3 (từ khi lấy đĩa nhiệt ra đến khi ép ống) được thực hiện nhanh chóng, tránh để bề mặt nóng chảy bị nguội.
- Bề mặt gia nhiệt bị bẩn: Bụi bẩn, dầu mỡ trên bề mặt ống hoặc đĩa nhiệt sẽ tạo ra khuyết tật dạng khe hở trong mối hàn, làm giảm đáng kể chất lượng và độ bền.
- Khắc phục: Vệ sinh kỹ lưỡng các bề mặt ống và đĩa nhiệt trước và trong quá trình hàn.
3.3. Yếu tố môi trường và an toàn khi hàn
Môi trường làm việc cũng ảnh hưởng lớn đến chất lượng mối hàn và an toàn lao động:
- Điều kiện thời tiết: Gió lớn, nhiệt độ quá thấp hoặc quá cao, mưa có thể ảnh hưởng đến quá trình gia nhiệt và làm nguội. Cần có biện pháp che chắn, duy trì nhiệt độ ổn định cho khu vực hàn.
- Vệ sinh: Đảm bảo khu vực hàn sạch sẽ, không bụi bẩn để tránh lẫn tạp chất vào mối hàn.
- An toàn lao động: Người thi công cần trang bị đầy đủ bảo hộ cá nhân (găng tay, kính bảo hộ), đặc biệt chú ý đến các thiết bị điện và bề mặt nóng của máy hàn. Đảm bảo máy hàn được nối đất an toàn.
3.4. Kiểm tra chất lượng mối hàn trong các dự án Địa kỹ thuật Môi trường
Đối với các dự án trọng yếu trong Địa kỹ thuật Môi trường như bãi chôn lấp, hồ xử lý nước thải, việc kiểm tra chất lượng mối hàn là bắt buộc. Ngoài kiểm tra trực quan, có thể thực hiện:
- Kiểm tra không phá hủy: Như kiểm tra bằng tia X (ít phổ biến cho HDPE) hoặc kiểm tra siêu âm (UT) để phát hiện các khuyết tật bên trong.
- Kiểm tra phá hủy: Lấy mẫu mối hàn và thử kéo đứt (tensile test) hoặc thử uốn (bend test) để đánh giá cường độ chịu lực và độ dẻo của mối hàn. Các bài kiểm tra này giúp đảm bảo mối hàn đáp ứng các tiêu chuẩn kỹ thuật nghiêm ngặt.
4. Máy Hàn Nhựa và Ứng Dụng Trong Thi Công Màng Chống Thấm HDPE
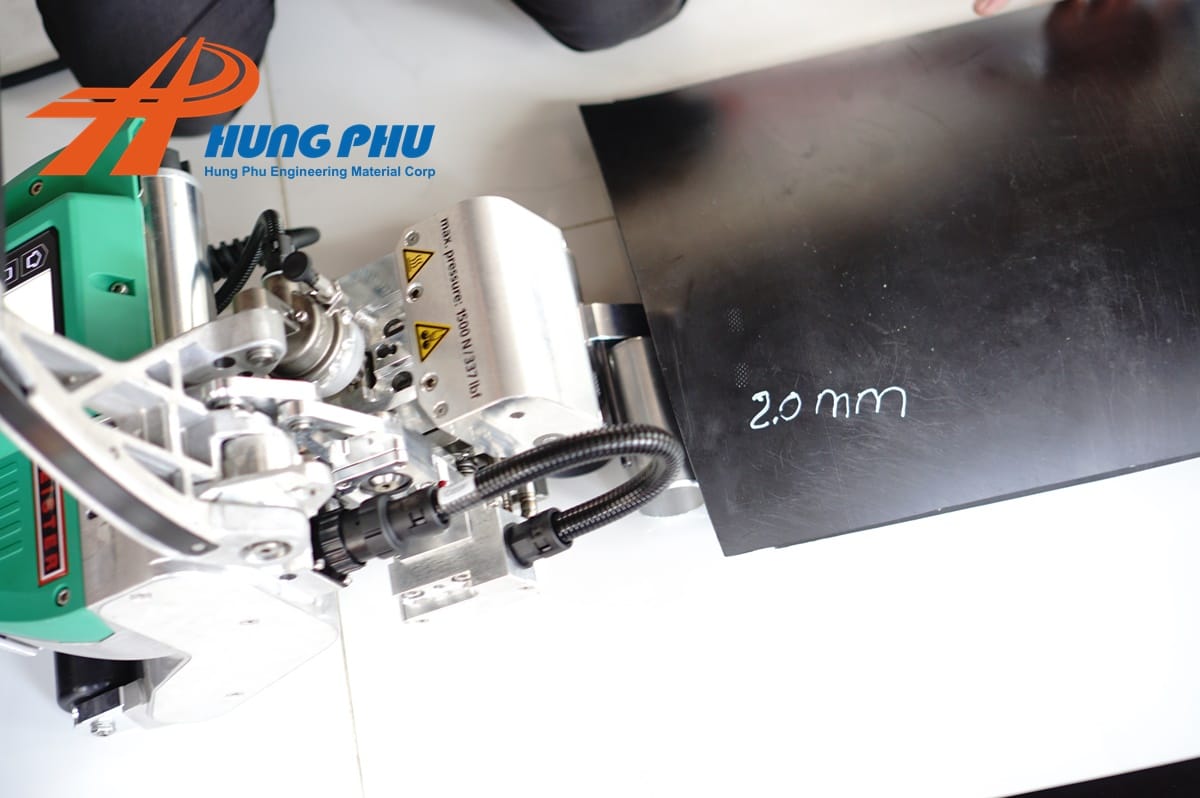
Để tạo ra những mối hàn ống HDPE đạt chuẩn, việc lựa chọn và sử dụng máy hàn nhựa chuyên dụng là vô cùng quan trọng. Với vai trò là chuyên gia trong lĩnh vực máy hàn nhựa, chúng tôi hiểu rằng thiết bị chất lượng cao là nền tảng cho mọi dự án thành công.
Vai trò của máy hàn nhựa chuyên dụng:
- Độ chính xác: Các máy hàn nhựa chuyên dụng được thiết kế để kiểm soát chặt chẽ nhiệt độ, áp suất và thời gian hàn, đảm bảo mỗi mối nối đạt tiêu chuẩn kỹ thuật cao nhất.
- Hiệu quả: Tăng tốc độ thi công, giảm thiểu sức lao động và tối ưu hóa chi phí cho các dự án quy mô lớn.
- An toàn: Trang bị các tính năng an toàn, giảm thiểu rủi ro cho người vận hành.
Ứng dụng đa dạng trong Địa Kỹ Thuật Môi Trường:
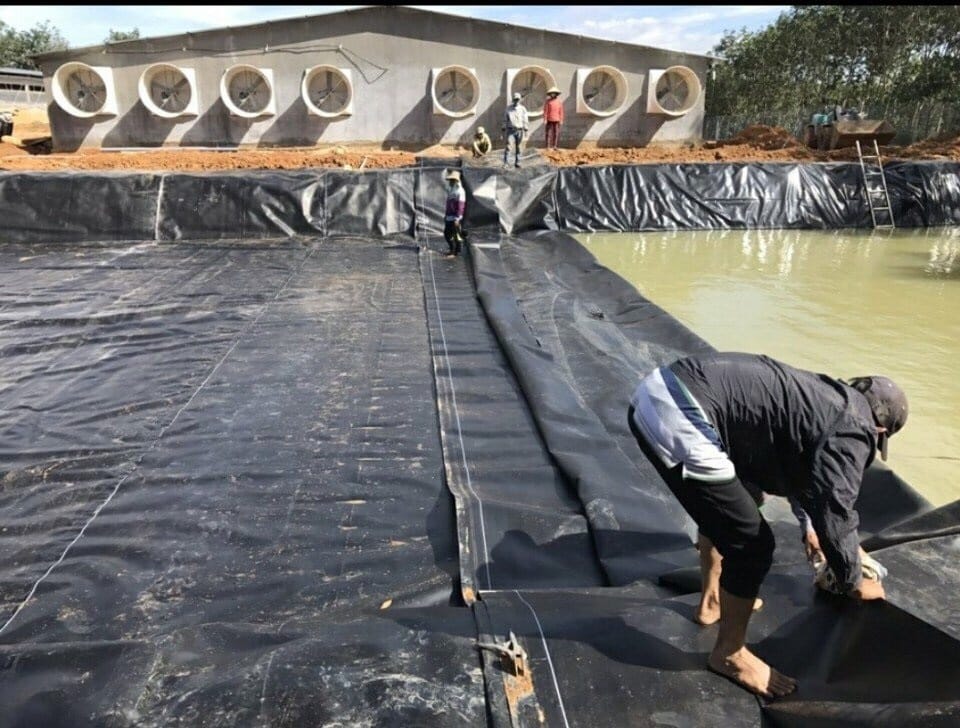
Mặc dù bài viết tập trung vào hàn ống HDPE, nhưng các kỹ thuật và nguyên lý tương tự cũng được áp dụng rộng rãi trong việc thi công màng chống thấm HDPE. Đây là loại vật liệu chủ đạo cho các dự án:- Bãi chôn lấp rác: Hàn màng HDPE tạo lớp lót chống thấm đáy và mái, ngăn chặn nước rỉ rác ngấm vào đất và nước ngầm.
- Hồ chứa nước thải, chất thải nguy hại: Đảm bảo tính toàn vẹn của hồ chứa, tránh rò rỉ các chất độc hại ra môi trường.
- Kênh mương, ao hồ nuôi trồng thủy sản: Chống thấm, giảm thiểu thất thoát nước và cải thiện chất lượng nước.
Các loại máy hàn nhựa và tầm quan trọng:
- Máy hàn đối đầu (Butt Fusion Machine): Dùng cho ống HDPE, đảm bảo mối nối bền chắc. Các máy này thường là máy hàn thủy lực, có khả năng xử lý ống đường kính lớn.
- Máy hàn đùn (Extrusion Welder): Thường dùng để sửa chữa, hàn các chi tiết phức tạp, hàn góc hoặc hàn những điểm khó tiếp cận trên màng HDPE.
- Máy hàn tự động (Automatic Wedge Welder): Chuyên dùng để hàn các tấm màng chống thấm HDPE diện tích lớn, đảm bảo tốc độ và chất lượng mối hàn đồng đều.
- Máy hàn điện trở (Electrofusion Machine): Sử dụng cho các phụ kiện đặc biệt, thích hợp khi cần lắp đặt nhanh chóng và chính xác.
Việc đầu tư vào các loại máy hàn nhựa chất lượng cao hoặc sử dụng dịch vụ thuê máy hàn HDPE chuyên nghiệp sẽ giúp các nhà thầu và chủ đầu tư đạt được hiệu quả tối ưu, đảm bảo độ bền vững cho các công trình trong lĩnh vực Địa kỹ thuật Môi trường.
Kết luận
Kỹ thuật hàn ống HDPE là một trong những nền tảng quan trọng nhất trong việc xây dựng các hệ thống hạ tầng bền vững, đặc biệt trong lĩnh vực Địa kỹ thuật Môi trường. Nắm vững các phương pháp hàn nhiệt đối đầu và hàn điện trở, cùng với việc tuân thủ nghiêm ngặt các tiêu chuẩn kỹ thuật và lưu ý an toàn, sẽ đảm bảo chất lượng và tuổi thọ cho các mối nối.
Để có được những mối hàn hoàn hảo, không chỉ cần kỹ năng mà còn cần đến sự hỗ trợ của các loại máy hàn nhựa chuyên dụng. Website “Bạt lót ao hồ” cam kết cung cấp những kiến thức chuyên sâu và giải pháp hàng đầu về Địa kỹ thuật Môi trường, từ vật liệu màng chống thấm HDPE cho đến các thiết bị máy hàn nhựa tiên tiến. Chúng tôi tin rằng, với sự kết hợp giữa kỹ thuật chuẩn xác và công nghệ hiện đại, mọi dự án môi trường sẽ đạt được hiệu quả tối ưu, góp phần bảo vệ hành tinh của chúng ta.
Tài liệu tham khảo
- ISO 21307:2017 – Plastics pipes and fittings — Butt fusion jointing procedures for polyethylene (PE) pressure pipes and fittings.
- ASTM F1290 – Standard Practice for Electrofusion Joining Polyolefin Pipe and Fittings.