














































































Cho thuê máy hàn bạt HDPE
Thời Gian Hàn Ống HDPE: Yếu Tố Quyết Định Chất Lượng Mối Nối Trong Địa Kỹ Thuật Môi Trường
Trong lĩnh vực địa kỹ thuật môi trường, việc sử dụng màng chống thấm HDPE và ống HDPE ngày càng phổ biến, đặc biệt là trong các dự án xử lý chất thải, bãi chôn lấp rác hay hồ chứa nước. Để đảm bảo tính toàn vẹn và hiệu suất lâu dài của hệ thống, kỹ thuật hàn ống HDPE đóng vai trò then chốt. Trong đó, kiểm soát Thời Gian Hàn ống Hdpe là yếu tố quan trọng nhất, ảnh hưởng trực tiếp đến chất lượng mối nối. Với kinh nghiệm chuyên sâu về máy hàn nhựa và ứng dụng trong môi trường, chúng tôi sẽ cùng bạn tìm hiểu chi tiết về các thông số thời gian cần thiết và cách tối ưu chúng để đạt được mối hàn hoàn hảo.
Giải Mã Các Thông Số Thời Gian Trong Bảng Hàn Ống HDPE
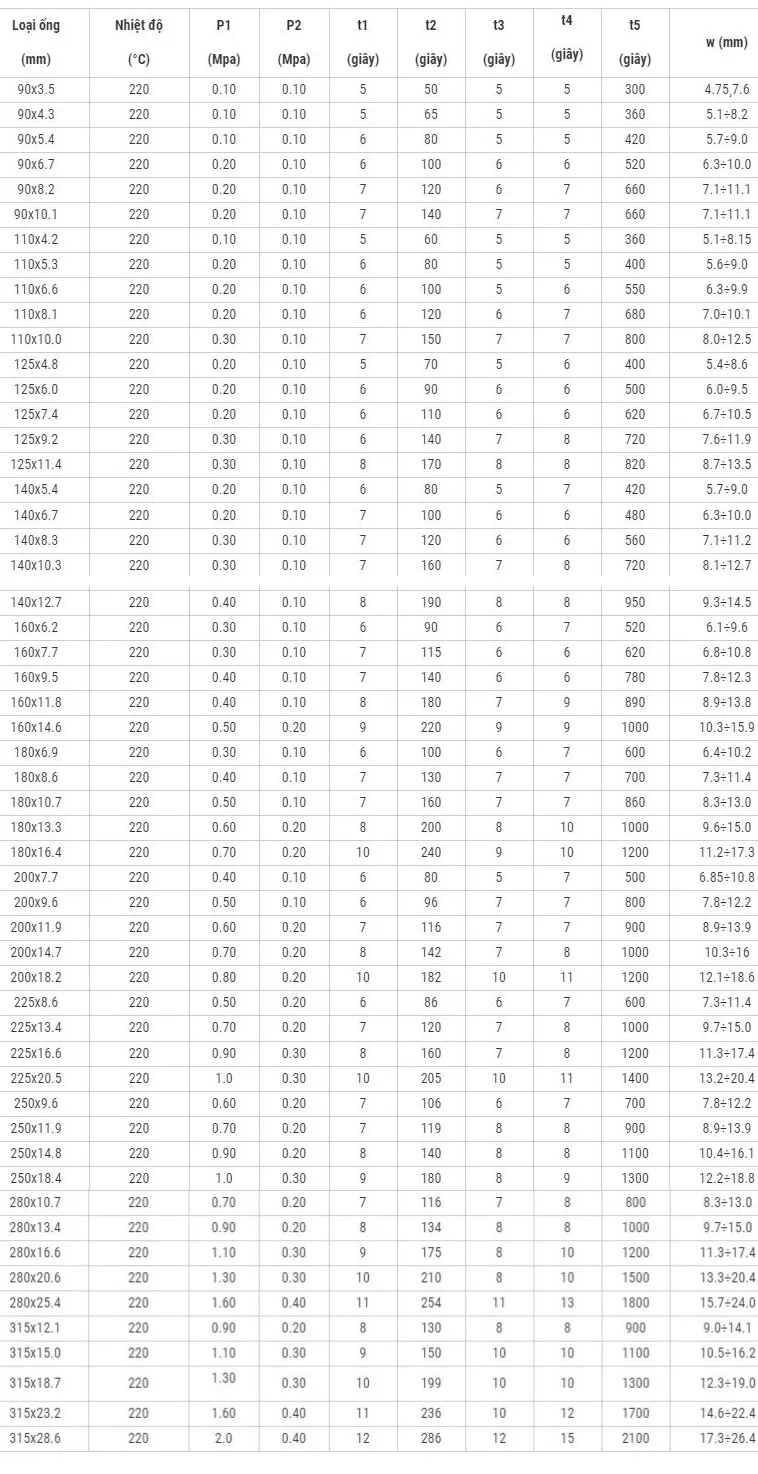
Để thực hiện việc hàn ống HDPE đúng chuẩn, các kỹ sư và thợ thi công cần nắm vững bảng thông số kỹ thuật. Trong đó, các ký hiệu liên quan đến thời gian đóng vai trò cực kỳ quan trọng, hướng dẫn từng bước của quá trình hàn đối đầu (butt fusion):
- T1 (s): Thời gian gia nhiệt có áp suất
Đây là khoảng thời gian mà hai đầu ống HDPE được ép vào đĩa nhiệt với một áp suất nhất định (P1), giúp bề mặt ống bắt đầu mềm hóa và chảy nhựa. Việc duy trì T1 đúng mức giúp đảm bảo đủ nhiệt lượng thâm nhập vào vật liệu. - T2 (s): Thời gian gia nhiệt tăng cường (không áp suất)
Sau khi T1 kết thúc, áp suất được giảm xuống (thường là P2) trong khoảng thời gian T2. Giai đoạn này cho phép nhiệt lượng tiếp tục phân tán đều trên bề mặt ống, làm nóng chảy lớp nhựa cần thiết mà không gây biến dạng quá mức, chuẩn bị cho quá trình ép. - T3 (s): Thời gian di chuyển đĩa nhiệt
Đây là khoảng thời gian cực kỳ ngắn, tính từ lúc đĩa nhiệt được rút ra khỏi hai đầu ống cho đến khi hai đầu ống được ép chặt vào nhau. T3 phải được thực hiện nhanh chóng để tránh bề mặt nóng chảy bị nguội hoặc bị nhiễm bẩn, đảm bảo sự liên kết tốt nhất. - T4 (s): Thời gian hàn có áp suất
Sau khi đĩa nhiệt được loại bỏ, hai đầu ống nóng chảy được ép vào nhau với một áp suất nhất định (áp suất hàn thực tế). T4 là khoảng thời gian duy trì áp suất này để các phân tử nhựa liên kết chặt chẽ với nhau, hình thành mối hàn đồng nhất. Đây là giai đoạn quan trọng nhất quyết định độ bền của mối nối. Để đảm bảo mối nối đạt tiêu chuẩn, bạn có thể tham khảo thêm mẹo hàn nhựa từ các chuyên gia. - T5 (s): Thời gian chờ mối hàn nguội
Sau khi kết thúc T4, áp suất vẫn được giữ nguyên trong suốt thời gian T5 để mối hàn nguội tự nhiên và đông đặc hoàn toàn. Việc làm nguội mối hàn quá nhanh hoặc tháo kẹp quá sớm có thể dẫn đến ứng suất dư và làm giảm độ bền của mối nối.
Bảng thông số cài đặt hàn đối đầu ống HDPE là kim chỉ nam cho thợ thi công
Các Yếu Tố Ảnh Hưởng Đến Thời Gian Hàn Ống HDPE
Việc tuân thủ thời gian hàn ống HDPE trong bảng thông số chỉ là điều kiện cần. Để đạt được mối hàn tối ưu, cần xem xét nhiều yếu tố khác:
- Đường kính và độ dày ống: Ống có đường kính và độ dày lớn hơn sẽ cần thời gian gia nhiệt và làm nguội lâu hơn để đảm bảo nhựa nóng chảy đều và đông đặc hoàn toàn.
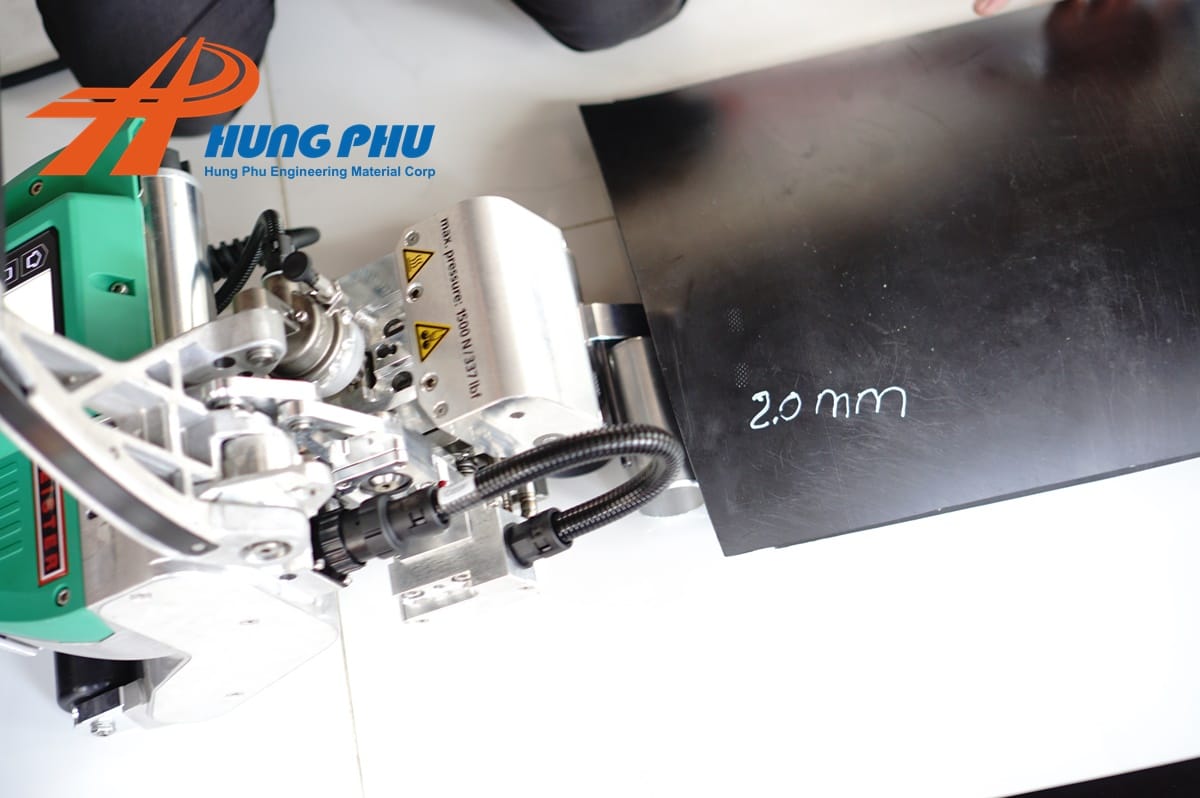
- Loại máy hàn: Máy hàn cơ hay máy hàn thủy lực đều có những đặc điểm riêng. Máy hàn thủy lực thường cung cấp áp suất ổn định hơn, giúp kiểm soát các thông số thời gian chính xác hơn. Bạn đang tìm kiếm giải pháp hàn chất lượng? Xem ngay các sản phẩm bán máy hàn nhựa tại website của chúng tôi.
- Nhiệt độ môi trường: Trong điều kiện môi trường lạnh, thời gian gia nhiệt và làm nguội có thể cần điều chỉnh tăng lên để bù đắp sự mất nhiệt.
- Kinh nghiệm của thợ hàn: Thợ hàn lành nghề sẽ có khả năng điều chỉnh và kiểm soát quá trình hàn, đặc biệt là các giai đoạn chuyển tiếp T1, T2, T3, T4, T5 một cách mượt mà và chính xác.
- Chất liệu ống: Dù cùng là HDPE, nhưng có thể có sự khác biệt nhỏ về mật độ hoặc phụ gia, yêu cầu điều chỉnh các thông số.
Quy Trình Hàn Ống HDPE Chuẩn Để Đảm Bảo “Thời Gian Hàn Ống HDPE” Tối Ưu
Một quy trình hàn chuẩn sẽ giúp phát huy tối đa hiệu quả của việc kiểm soát thời gian hàn ống HDPE:
Bước 1: Chuẩn bị kỹ lưỡng
- Chọn vị trí hàn bằng phẳng, sạch sẽ và che chắn khỏi gió, bụi, mưa.
- Lắp đặt máy hàn chắc chắn, kiểm tra nguồn điện (tối thiểu 220V).
- Chuẩn bị sẵn sàng các dụng cụ cần thiết và bảng thông số hàn phù hợp với đường kính ống.
Bước 2: Làm sạch và định vị ống
- Kẹp chặt hai đầu ống vào máy hàn, đảm bảo chúng thẳng hàng và đồng tâm.
- Dùng dụng cụ bào mặt chuyên dụng để loại bỏ lớp oxy hóa, bụi bẩn và các phần không bằng phẳng trên bề mặt tiếp xúc của ống. Sau đó làm sạch lại bằng vải không dính sợi.
Bước 3: Thực hiện hàn và kiểm soát thời gian
- Đưa đĩa nhiệt đã đạt nhiệt độ chuẩn (thường 190°C) vào giữa hai đầu ống.
- Tiến hành ép hai đầu ống vào đĩa nhiệt với áp suất P1 trong thời gian T1.
- Giảm áp suất xuống P2 trong thời gian T2.
- Nhanh chóng rút đĩa nhiệt ra và ép hai đầu ống vào nhau với áp suất hàn trong thời gian T4 (thời gian hàn đối đầu chính).
- Duy trì áp suất này trong suốt thời gian T5 để mối hàn nguội tự nhiên và đông đặc. Quá trình han ong hdpe đúng kỹ thuật sẽ mang lại mối nối bền chắc.
Bước 4: Kiểm tra và hoàn thiện
- Sau khi T5 kết thúc và mối hàn nguội hoàn toàn, tháo kẹp ống.
- Kiểm tra trực quan mối hàn: Vệt nhựa chảy ra hai bên phải đều, mịn, không có vết nứt hay khuyết tật. Kích thước vệt nhựa cũng là một chỉ số đánh giá chất lượng.
- Nếu cần, thực hiện các thử nghiệm không phá hủy (NDT) để đánh giá sâu hơn.
Tầm Quan Trọng Của Việc Tuân Thủ Thời Gian Hàn Ống HDPE Trong Địa Kỹ Thuật Môi Trường
Trong các dự án địa kỹ thuật môi trường như bãi chôn lấp rác, hệ thống xử lý nước thải hay các hồ chứa vật liệu nguy hại, ống HDPE đóng vai trò vận chuyển và bảo vệ. Một mối hàn ống HDPE không đạt chuẩn do sai sót trong kiểm soát thời gian hàn ống HDPE có thể dẫn đến rò rỉ, gây ô nhiễm môi trường nghiêm trọng và thiệt hại kinh tế lớn. Việc tuân thủ chặt chẽ các thông số thời gian không chỉ đảm bảo độ bền cơ học của mối nối mà còn góp phần vào sự an toàn, bền vững của toàn bộ công trình, đặc biệt khi hệ thống phải chịu áp suất hoặc chứa đựng các chất thải độc hại.
Kiểm soát thời gian hàn ống HDPE không chỉ là một yêu cầu kỹ thuật mà còn là một cam kết về chất lượng và an toàn trong mọi dự án địa kỹ thuật môi trường. Với vai trò là chuyên gia, chúng tôi khuyến nghị luôn tuân thủ bảng thông số, hiểu rõ các yếu tố ảnh hưởng và thực hiện quy trình hàn chuẩn. Nếu có bất kỳ thắc mắc nào về kỹ thuật hàn hoặc cần tư vấn về máy hàn nhựa cho các ứng dụng đặc thù, đừng ngần ngại liên hệ với chúng tôi để nhận được sự hỗ trợ chuyên nghiệp nhất.